Your prototype works perfectly. Your production quote just came back 3x higher than expected. What went wrong?
This isn’t a rare scenario. It’s the default outcome for teams that treat design for manufacturing as a final step from prototype to production instead of a design input from day one. Now it’s Day 237, and you’re thinking about manufacturing cost reduction instead.
At Root3 Labs, we’ve seen this pattern hundreds of times: a prototype performs flawlessly in the lab, but the path from that beautiful prototype to production is blocked by expensive tooling, impossible tolerances, or components that can’t be sourced at scale. The problem isn’t the design itself. It’s the gap between prototype thinking and production reality.
That gap has a name: Design for Manufacturing (DFM). And closing it early is the difference between shipping on time and burning through runway on redesigns.
Our guide breaks down the five most expensive DFM mistakes we see, real case studies from our workshop, and a practical DFM Checklist for integrating manufacturing constraints into your design process before tooling commitments lock you in.
Chad is a professional engineer and has spent over 25 years leading complex engineering projects in medical device development and defense systems. He's been hands-on from early-stage prototyping to full-scale manufacturing, giving him unique insights into the challenges of bringing devices to market. Chad is always thinking about how to improve the development process to help clients save on manufacturing costs without reducing quality.
- If you’re a MedTech R&D leader: this is about avoiding $200K redesigns and launch delays.
- If you’re a hardware Startup Founder: this is about not discovering ‘the real cost’ after you’ve already spent your seed round.
- If you’re a Govt/Defense PM: this is about getting hardware that can actually be produced by your vendors, not just demoed once.
What Is Design for Manufacturing (DFM)?
Starting with some basics, Design for Manufacturing (DFM) is the practice of designing products with production constraints in mind from the earliest stages of development. Instead of optimizing purely for function, DFM balances performance with manufacturability, cost, and scalability.
The goal isn’t to limit creativity. It’s to ensure your design can actually be built at the quality, cost, and volume you need.
DFM covers five key areas:
🔸 Process selection – Choosing the right manufacturing method (injection molding, CNC machining, 3D printing) for your volume and tolerances
🔸 Material selection – Picking materials that meet performance requirements while remaining available and cost-effective at scale
🔸 Tolerance specification – Applying tight tolerances only where they matter for function, not as a default
🔸 Assembly design – Reducing part count, simplifying fastening methods, and ensuring components can be assembled reliably
🔸 Supply chain resilience – Avoiding single-source components, planning for obsolescence, and vetting suppliers early
When done well, DFM doesn’t slow you down. It accelerates production by eliminating costly mid-project redesigns.
The 5 Most Expensive Design for Manufacturing Mistakes (And How to Avoid Them)
1. Prototype Success ≠ Production Ready
The myth: If the prototype works, production will be smooth.
The reality: Hand-assembling five units with careful attention is fundamentally different from building 500 with consistency.
We recently worked with a medical device client whose prototype functioned perfectly. They had 10 working units built in our shop, each assembled by a senior engineer who could carefully align components and make micro-adjustments during assembly.
When they requested quotes for 5,000 units, manufacturers came back with concerns:
- Parts required precise alignment that couldn’t be achieved on an assembly line
- No locating features or snap-fits to guide assembly
- Fasteners were inaccessible once subassemblies were joined
- Tolerance stack-up meant some units wouldn’t assemble at all
The fix: We redesigned critical interfaces with self-locating features, converted screw fasteners to snap-fits where possible, and added assembly guides to the drawings. The result: assembly time dropped from 12 minutes per unit to under 3 minutes, and first-pass yield improved from 78% to 96%.
Design for Manufacturing Principle
Design for the assembly line, not the benchtop.
2. Tighter Tolerances Don’t Mean Better Quality
The myth: Specifying tight tolerances everywhere ensures high quality.
The reality: Over-tolerancing drives up cost without improving performance.
Early in my career, I specified ±0.001″ tolerances on nearly every feature. I thought I was being thorough. What I was actually doing was forcing manufacturers to use expensive grinding operations instead of standard milling. On a 50,000-unit run, that decision added $18,000 in unnecessary cost.
Most features don’t need precision tolerances. A housing that doesn’t interface with moving parts? ±0.010″ is fine. A bearing seat? That needs ±0.001″.
The fix: Apply tolerances strategically:
| Feature Type | Typical Tolerance | When to Tighten |
|---|---|---|
| Non-critical surfaces | ±0.010″ – ±0.020″ | Rarely |
| Mating surfaces | ±0.005″ – ±0.010″ | If alignment affects function |
| Bearing/seal seats | ±0.001″ – ±0.002″ | Always |
| Threaded holes | Per tap drill chart | Standard is fine |
Design for Manufacturing Principle
Tighten tolerances only where function demands it. Everywhere else, you’re paying for precision you don’t need.
3. Ignoring Manufacturing Constraints Until Design Is “Done”
The myth: We’ll optimize for manufacturing after the design is finalized.
The reality: Finding manufacturing problems after tooling is cut is the most expensive lesson in product development.
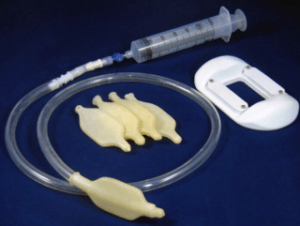
A client came to us with field failures: cracked plastic housings and fluid leaks. Their device was already on the market, and they needed answers fast. We hadn’t been involved in the original development, so we started with a design review.
FEA showed the design was structurally sound. Environmental testing ruled out temperature or UV degradation. The breakthrough came when we noticed failures clustered along the fluid path.
The root cause: the dispensing fluid was slowly degrading the tubing material, making it brittle over time. Leaks developed at fittings, and the fluid contacted plastic housings that weren’t chemically compatible. The housings cracked under minimal stress.
Here’s where DFM thinking mattered:
✅ New tubing had to be chemically compatible with the fluid
✅ New housing material had to resist degradation
✅ Both materials had to work with existing injection molds (no new tooling budget)
✅ Shrink rates had to match the original material so parts still fit
We worked directly with their molder to develop a material blend with filler that matched the original shrink rate while solving the chemical compatibility issue. It took multiple test batches and close collaboration, but we solved the problem without cutting new molds.
The fix: Involve manufacturing partners during design reviews, not after tooling orders are placed. Ask:
- What features are driving cost up?
- Which tolerances actually matter for your process?
- If we changed this feature, how would it affect price?
Design for Manufacturing Principle
Manufacturing feedback isn’t a constraint. It’s risk mitigation.
4. Component Selection Without Supply Chain Visibility
The myth: If it works in the prototype, the part is good.
The reality: Prototype-friendly components often become production bottlenecks.
Shopping on SparkFun or Amazon is fine for early prototyping. But those parts rarely come with obsolescence dates, long-term availability guarantees, or counterfeit protection.
Enterprise-grade components from distributors like DigiKey or Newark include:
- End-of-life dates (typically 5-15 years of support)
- Traceability to original manufacturers
- Consistent quality across production batches
The fix: During component selection, ask:
- Is this part rated for production volumes?
- What’s the manufacturer’s obsolescence timeline?
- Are there second-source options?
- Is the distributor authorized (counterfeit protection)?
Design for Manufacturing Principle
Design with the supply chain in mind, not just the schematic.
5. Part Count Creep
The myth: More parts mean more flexibility.
The reality: Every additional component is a point of failure, a sourcing requirement, and an assembly step.
A massive bill of materials is often a physical record of architectural indecision. It’s easier to add a bracket or custom fastener than to refine a system until those parts become redundant. But every interface between two parts is a potential leak, a tolerance stack, or a supply chain bottleneck.
We reviewed a design with 47 fasteners across 12 unique sizes. Assembly required 12 different tools, and operators frequently grabbed the wrong screw. We consolidated to 3 fastener sizes and reduced total count to 28. Assembly time dropped 40%, and warranty claims for loose fasteners disappeared.
The fix: Before adding a part, ask:
- Does this component serve a unique function?
- Can two parts be combined into one?
- Can a standard fastener replace a custom one?
- What happens if we remove this entirely?
Design for Manufacturing Principle
The best part is the one you never have to make.
When to Start DFM: A Practical Timeline
The best time to catch manufacturing problems is before you finalize your design. But that doesn’t mean you need production-level detail in your first prototype.
Here’s a practical progression:
| Development Stage | DFM Focus | Example |
|---|---|---|
| Concept (TRL 2-3) | Identify manufacturing constraints | “This will be injection molded, so we need draft angles eventually” |
| Prototype (TRL 4-5) | Test function with production-intent materials | 3D print first, then machine from final material |
| Pilot (TRL 6) | Optimize for assembly and cost | Reduce part count, simplify fastening |
| Production (TRL 7+) | Finalize tolerances and supplier qualifications | Lock in drawings, vet manufacturers |
The balance: Stay flexible in early R&D, but keep a clear path to manufacturing in mind. You can refine tolerances and add draft angles later—as long as you’re not designing something that fundamentally can’t scale.
The DFM Checklist: 10 Questions to Ask Before Tooling
Use this checklist during your final design review before committing to tooling:
- Process: Have we selected the right manufacturing process for our volume?
- Materials: Are materials rated for production (not just prototype)?
- Supply chain: Do we have second-source options for critical components?
- Tolerances: Are tight tolerances applied only to functional surfaces?
- Fit: Have we accounted for tolerance stack-up in assemblies?
- Assembly time: Can this be assembled in under [X] minutes per unit?
- Tool access: Are fasteners accessible with standard tools?
- Service: Can worn components be replaced without full disassembly?
- Availability: Are all components available in production quantities?
- Capacity: Have we vetted manufacturers and confirmed capacity?
Why Root3 Labs Integrates DFM From Day One
At Root3 Labs, we’re a licensed Professional Engineering firm with a 7,500 sq ft in-house prototyping workshop. That combination is uncommon in device design, and it matters for Design for Manufacturing.
Why it matters:
- Professional Engineering accountability – We bring regulated-industry discipline to every design decision
- In-house fabrication – We can design, build, and test in hours instead of waiting weeks for external shops
- Multi-disciplinary team – Mechanical, electrical, and software engineers work together, not in silos
- Production experience – We’ve helped manufacturers transition hundreds of devices from prototype to production
Our process isn’t about perfection at every step. It’s about speed, quality, and reliability. We design, build, and test early and often to eliminate technical and manufacturing risks before they become expensive failures.
“Our process isn’t about perfection at every step. It’s about speed, quality, and reliability. We design, build, and test early and often to eliminate technical and manufacturing risks before they become expensive failures.”
Ready to De-Risk Your Production Launch?
If you’re wrestling with manufacturing quotes that don’t match your budget, or you’re discovering DFM problems late in development, let’s talk.
We offer a no-obligation 30-minute discovery call to review your specific constraints and identify the highest-impact DFM opportunities.
Let’s talk about your current challenge. We’ll point you in the right direction—even if Root3 Labs isn’t the best fit.